
或关注我们的微信公众号
 公众号二维码
公众号二维码
时间:2019-06-28
来源:来源网站
浏览:1707
不仅是三级厂经常会出现纸箱开槽跑位,同样二级厂也会出现开槽移位现象。开槽移位会影响纸箱成型外观及纸箱空箱抗压等,如何控制印刷机的开槽移位,是本文主要探讨的问题。
开槽移位的危害
纸箱生产不只是印刷好就完了,其中开槽是非常重要的一环,各类纸箱对开槽深度的要求也各不相同,开槽移位会影响纸箱成型效果以及空箱抗压。
开槽移位的具体表现
纸箱常规开槽误差数值在正负2毫米,开槽移位主要体现为两个方面:
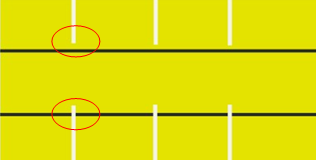
1.开槽深度就是开槽位置与纸板压线的位置差距
正确情况:开槽深度与压线齐平,纸箱成型良好
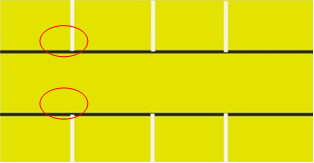
错误情况:开槽深度超过了压线,那么这样的纸箱成型时就会产生一个角是镂空的,另外一个角是鼓角的,成型会非常难看,而且会降低纸箱空箱抗压。
2.开槽口的尺寸位置,这是直接影响纸箱尺寸
具体案例——
正确尺寸:如某纸箱制作图纸要求是长355宽335
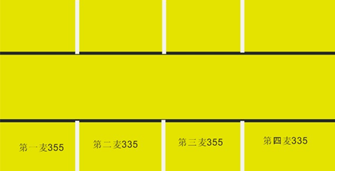
错误尺寸:生产尺寸为长355宽度325 宽度少了2厘米
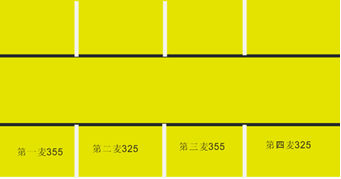
如果是这样的尺寸错误,纸箱制作出来就要报废,在常规生产过程中可能会产生2-3毫米的移位,这样就会导致纸箱成型不良,摇盖产生缝隙或者是重叠,更加影响客户的使用情况。
10大因素影响开槽精度问题
1.进纸胶轮间隙过松
解决办法:调整好进纸间隙(约纸厚-0.3mm)
2.进纸部前挡板高度调整不当
解决办法:调整前挡板的高度(约纸厚1.5倍)
3.咬纸轮间隙及位置未调好
解决办法:调整好咬纸轮的间隙及位置
4.进纸皮带或胶轮有局部磨损
解决办法:更换或是避开
5.更换新的皮带后未做定时校正
解决办法:重做定时校正
6.纸板很重或很大时进料斗纸板过多
解决办法:减少进纸处少放些纸板
7.纸板太小
解决办法:进纸部要加挡吸风黑塑料皮,在印刷单需加过桥辅助带纸条
8.纸板弯翘
解决办法:将弯翘的同平整的分开生产或是折一下再生产,纸板足够宽可降低车速改善
9.开槽间隙未调好,模切部位未加过桥
解决办法:开槽间隙调整好(约纸厚-0.3mm)
10.机台人员设定参数错误
解决办法:重新设定
